新闻资讯
联系我们
公司座机:0531-85765156
公司传真:0531-85765376
销售一部:13573111164
销售二部:15564155858
邮箱:cnskdj@126.com
公司官网:www.cnskdj.com
公司地址:济南市天桥区东宇大街铁路桥北路西南二座
焊接刀产生裂纹影响其质量的主要防止方法介绍
发布日期:2018-01-04 作者:弘祥刀具 点击:
1 焊接刀裂纹形成的机理及类型
1)加热对硬质合金形成裂纹的影响
硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。
因此焊接温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。所以要求预热时先对刀杆预热,若刀片与刀杆一起加热应前后左右往返移动火焰进行加热,这样可避免热量集中造成局部过热而产生裂纹。
2)刀槽形状对裂纹形成的影响
刀槽的形状与刀杆焊接面不一致或相差较大,形成封闭式或半封闭式的槽形,易造成焊接面过多和焊层过大,由于热膨胀之后收缩率不一致,也易在刀片焊接处造成应力过大,形成崩裂。在满足使用所需要的焊缝强度要求下,尽可能减少钎焊面的面积。
3)冷却对硬质合金形成裂纹的影响
焊接中或焊接后进行冷却或急速冷却以及焊剂脱水不良,都会使刀片产生爆裂而裂纹贯通。因此要求焊料有良好的脱水性。焊后绝对不能放在水中急速冷却,要放在石灰、石棉粉、砂子等中缓慢冷却。最好缓冷后在300℃左右保温6小时以上随炉冷却。
4)刀槽底面有缺陷对裂纹形成的影响
刀片和刀槽的接触面不平整,如有黑皮麻坑、局部不平等原因,使焊接不能形成平面结合,造成焊料分布不匀,这样不但影响焊缝强度而且引起应力集中,导致刀片断裂,因此,刀片要研磨接触面,对刀片刀槽的焊接面应清洗干净。
在铣刀片槽与刀片配合过程中,要求刀片伸出刀杆支承部分不大于0.5mm,如果刀片伸出刀杆支承部分过大或刀杆支承部分较弱,就会使刀具在焊接过程中承受拉力而产生断裂现象。
5)刀片二次加热对裂纹形成的影响
刀片在钎焊后,紫铜钎料没有完全填满缝隙,个别出现虚焊,有的刀具在出炉过程中,刀片在刀杆上掉下来,因此需二次加热,这样一来,粘结剂Co严重烧损,WC晶粒长大,有可能直接导致刀片裂纹。
2 焊接应力引起裂纹的特征
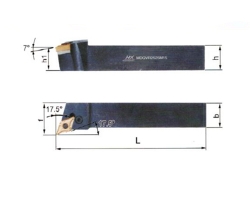
硬质合金刀片上出现裂纹,在某种情况下是由于焊接应力过高,超过了硬质合金刀片的强度而产生的。在焊接刀具时,刀体的高度hc应大于刀片高度ht3倍。如hc/ht,在焊接后,容易引起合金刀片断裂;若hc/ht<3,硬质合金表层产生拉应力,也容易出现裂纹;当hc/ht=4~5时,硬质合金表层无显著应力,故不易产生裂纹,即使有裂纹也不明显;在hc/ht<8时,在焊接层上就产生均布载荷。而合金刀片弯曲沿合金刀片厚度方向产生拉应力,在焊接层的强度超过合金本身的力分布就更为复杂,因为不是在一个面上接合,而在两个、三个或四个面上结合。此外,硬质合金迅速加热和快速冷却时,由于热量分布不均,都可能产生显著的瞬时应力。在快速加热时,硬质合金外层受压应力,中间则受拉应力。超过允许的加热速度时,就可能出现裂纹或内部的不可见裂纹。硬质合金焊接时,快速冷却也是很危险的,在这种情况下,外层上会出现拉应力,而引起合金出现裂纹。
虽然CVD工艺的严格控制是关键,但是最终决定刀刃质量和刀具牢固性的还是刀具制造。大多数有经验的制造商对于PCD工业常常使用磨削砂轮,而为了适应CVD金刚石材料提高的硬度,他们又延长了磨削时间。
J&M金刚石机床刀具公司用PCD配方的砂轮磨削CVD金刚石,对比于PCD刀具,磨削一把CVD金刚石刀具刀刃要多用10%~20%的时间。然而延长刀刃磨削时间,可使得刀具制造商获得优于PCD刀具刀刃的表面粗糙度。由于CVD金刚石比PCD更耐磨,所以简单地加大磨削砂轮的进给量会产生一个过度的磨削力而损坏CVD金刚石刀具切削刃。
厚膜CVD金刚石可用精磨侧面生产一个钎焊、镜面表面粗糙度(Ra<0.05μm)的切削刀片。对比于薄膜CVD金刚石镀层,厚膜刀片的这个独特的性能使工件也能产生一个优良的表面粗糙度。厚膜CVD金刚石在刀具选择中还提供了替换单晶金刚石刀具的机会。
独立的CVD金刚石材料的牢固性和耐磨性使其成为高硅铝铣削等广泛的机械加工应用的优良选择。CVD金刚石加工铝合金时的刀具寿命常常是商用PCD刀具寿命的1.55倍。具体实际的改进决定于铝合金、切削刀具的设计和制造技术。CVD金刚石刀具常常用于车削活塞,进行铝轮精车和其它高硅铝材料和金属基合成材料的一般机械加工所需要的断续切削。虽然高硅铝总是CVD金刚石集中研究的对象,然而金刚石刀片刀具在低硅铝材料机械加工中也越来越普遍。高生产率加工或精确的精加工等都要求使用金刚石刀具。一个汽车制造公司对一个铝制零件进行了精加工操作,CVD金刚石刀片刀具不仅比PCD耐用30%,而且在刀具的整个寿命中,能连续加工出所要求的表面粗糙度。

相关标签:机床刀具
最近浏览: