新闻资讯
联系我们
公司座机:0531-85765156
公司传真:0531-85765376
销售一部:13573111164
销售二部:15564155858
邮箱:cnskdj@126.com
公司官网:www.cnskdj.com
公司地址:济南市天桥区东宇大街铁路桥北路西南二座
夹具刀具的选择及切削用量的确定
发布日期:2017-08-10 作者:弘祥刀具 点击:
一、夹具的选择、工件装夹方法的确定
1.夹具的选择
数控加工对夹具主要有两大要求:一是夹具应具有足够的精度和刚度;二是夹具应有可靠的定位基准。选用夹具时,通常考虑以下几点:
1)尽量选用可调整夹具、组合夹具及其它通用夹具,避免采用专用夹具,以缩短生产准备时间。
2)在成批生产时才考虑采用专用夹具,并力求结构简单。
3)装卸工件要迅速方便,以减少机床的停机时间。
4)夹具在机床上安装要准确可靠,以保证工件在正确的位置上加工。
2.夹具的类型
数控车床上的夹具主要有两类:一类用于盘类或短轴类零件,工件毛坯装夹在带可调卡爪的卡盘(三爪、四爪)中,由卡盘传动旋转;另一类用于轴类零件,毛坯装在主轴顶尖和尾架顶尖间,工件由主轴上的拨动卡盘传动旋转。
数控刀具铣床上的夹具,一般安装在工作台上,其形式根据被加工工件的特点可多种多样。如:通用台虎钳、数控分度转台等。
3.零件的安装
数控机床上零件的安装方法与普通机床一样,要合理选择定位基准和夹紧方案,注意以下两点:
1)力求设计、工艺与编程计算的基准统一,这样有利于编程时数值计算的简便性和精确性。
2)尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。
二、刀具的选择及对刀点、换刀点的设置
1.刀具的选择
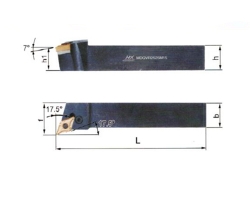
与普通机床加工方法相比,数控加工对刀具提出了更高的要求,不仅需要刚性好、精度高,而且要求尺寸稳定,耐用度高,断屑和排屑性能好;同时要求安装调整方便,这样来满足数控机床高效率的要求。数控机床上所选用的刀具常采用适应高速切削的刀具材料(如高速钢、超细粒度硬质合金)并使用可转位刀片。(1)车削用刀具及其选择 数控车削常用的车刀一般分尖形车刀、圆弧形车刀以及成型车刀三类。
冷却润滑剂需要保养。为了避免细菌、霉菌和酵母的滋生,迄今为止均采用甲醛离析物质进行防腐,但从2016年开始,该物质已经受到使用限制。因此通过采用生物杀灭活性物质o-苯基苯酚(OPP),可以实现防腐新方案。
作为一种乳化液或溶液的冷却润滑剂在作业中会持续与空气、刀具和工件发生接触,因此必须接受防护,避免受到细菌、霉菌和酵母的侵蚀,否则它将会很快变成难闻且失效的液体,故要采用灭菌剂和杀霉菌剂对冷却润滑剂进行防腐处理。
作为抗霉菌和酵母的灭菌剂,主要采用IPBC或吡啶硫酮钠。在抗细菌方面,则主要采用常与异噻唑啉酮(CMIT/MIT)相结合的HH三嗪(HHT)、恶唑烷(MBO)和其他甲醛离析物质。由于甲醛离析物质预计在将来会受到使用限制,因此需要寻找新的防腐方案。

相关标签:机床刀具,数控套刀,非标刀具
最近浏览: